Gießen und Bearbeiten der Weißmetalllager
Die Maschine ist mit drei Weißmetall-Hauptlagern ausgestattet, die allerdings noch gegossen werden müssen. Als die Originalmaschine Ende des 19. Jahrhunderts gebaut wurde, war diese Lagerart Stand der Technik. Die Lager können große Lasten klaglos aufnehmen, haben hervorragende Trockenlaufeigenschaften und sind wirklich anspruchslos. Sie lassen sich leicht einstellen, und können notfalls jederzeit neu gegossen werden.
Das Problem ist, dass die Technik in Vergessenheit geraten ist. Kaum jemand kennt sich heutzutage damit aus. Mit dem Teilesatz bekam ich Weißmetall in ausreichender Menge (eine Zinn/Nickel-Legierung). Die Anleitung des Maschinenherstellers war jedoch mehr als dürftig (Geheimniskrämerei?), die im Internet vorhandene Information ist auch nicht sehr berauschend... Gehirnjogging war also angesagt, auch nicht schlecht...
Ich entschied mich für das getrennte Gießen der oberen und unteren Lagerschalen. Das Prinzip ist an sich einfach: ein Dorn wird oberhalb des Trägermaterials (Lagerdeckel, Grundplatte) so aufgehängt, dass er die Lagerstellen der Kurbelwelle simuliert. Der Zwischenraum wird dann mit Weißmetall ausgegossen. Die Aufhängung des Dorns muss allerdings genau mittig erfolgen, damit später alles zusammenpasst. Entsprechende Ringe sorgen dafür, dass das geschmolzene Weißmetall nicht seitlich ausläuft.
Die Vorrichtung anzufertigen war aufwändig. Diese Arbeit ist aber erforderlich, ohne die Vorrichtung geht es nicht.

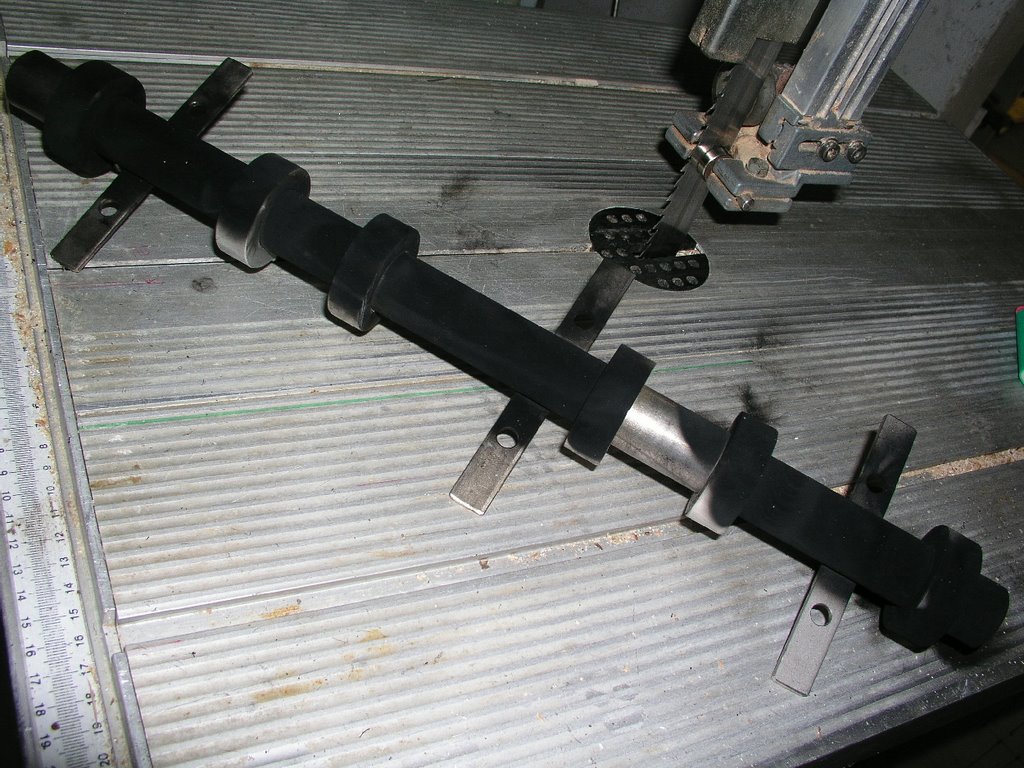
Die Vorrichtung mit Dorn (26 mm Durchmesser), Aufhängelaschen, Abdichtungsringen und Abstandhaltern
Der erste Schritt besteht darin, das Grundmaterial zu verzinnen, um die Verbindung des Weißmetalls mit den bronzenen Lagerteilen zu ermöglichen. Die Aufgabe ist aber nicht einfach, und ohne das richtige Zeug nicht zu bewältigen. Es gibt aber ein Wundermittel: "Paste Castotin 1". Nach Auftragen der Paste mit dem Pinsel wird das Teil von der Rückseite mit dem Propanbrenner auf ca. 280 °C erhitzt. Dabei verbindet sich das Zinn mit dem Bronze, die ausgeschiedene braune Flüssigkeit wird mit einem Tuch entfernt. Die drei Lagerdeckel ließen sich einfach verzinnen, die Grundplatte erforderte wegen der größeren Masse eine Menge Hitze.

Das "Wundermittel" Castotin 1. Ein Lagerdeckel ist bereits verzinnt.
Ehe man mit dem Gießen anfängt, müssen alle Teile der Vorrichtung, die in direkten Kontakt mit dem Weißmetall kommen, mit einem "Trennmittel" behandelt werden. Mittel, die verbrennen können, sind ungeeignet. Die Lösung: sie werden gerußt, und zwar mit einer sauerstoffarmen Azetylenflamme.
Die mit der Azetylenflamme behandelte Vorrichtung
Ich habe zuerst die drei Lagerdeckel einzeln gegossen. Nachdem sie an der Vorrichtung angebracht waren, mussten sie von unten ordentlich erhitzt werden, damit das Weißmetall nicht sofort erstarrt. Der Dorn musste ebenfalls erhitzt werden. Es ging alles erstaunlich schnell und einfach, mit hervorragendem Ergebnis.

Der mittlere Lagerdeckel nach dem Gießen

Nach dem Verputzen sieht die Lagerschale ordentlich aus
Die nächste Phase war sehr ernüchtern. Das Gießen der unteren Lagerschalen erfordert eine enorme Hitzeentwicklung, die meine drei kleinen Propangasbrenner nicht liefern konnten. Die äußeren Schalen gingen gerade so, die mittlere (worunter ein Steg der Grundplatte verläuft) war nicht auf die richtige Temperatur zu bringen. Am Ende blieb eine kleine Lücke im Metall, die ich vorläufig als "großzügige Öltasche" betrachte. Später kann ich sie mit anderen Hilfsmitteln neu gießen.
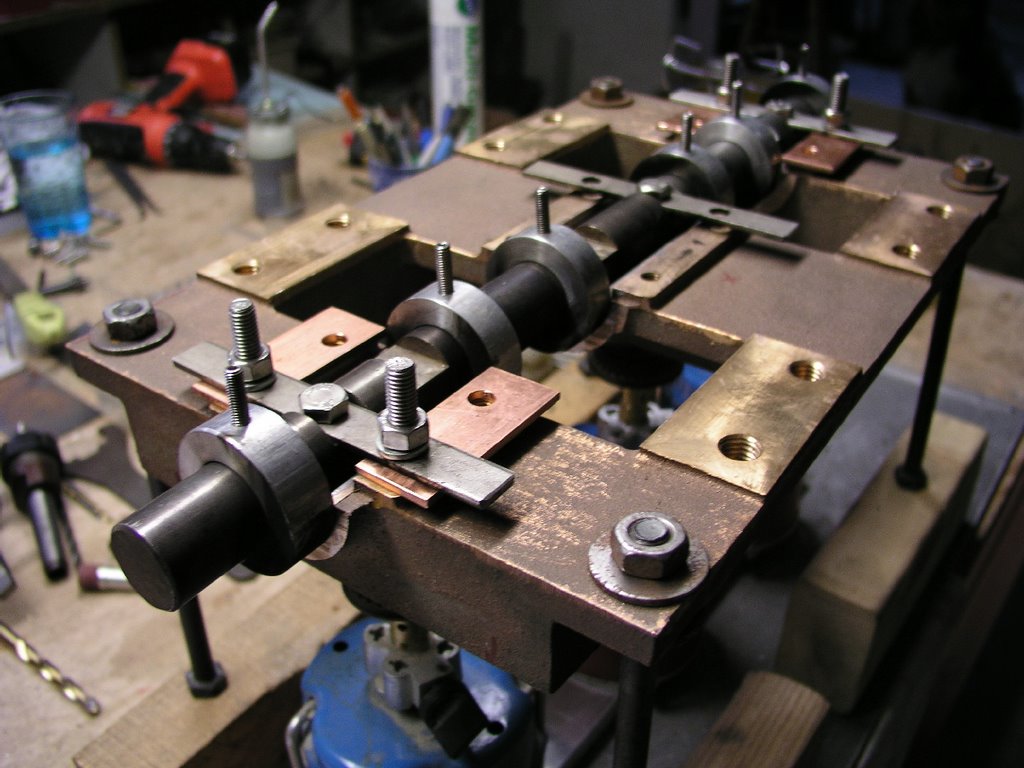
Alles vorbereitet für das Gießen der unteren Lagerschalen
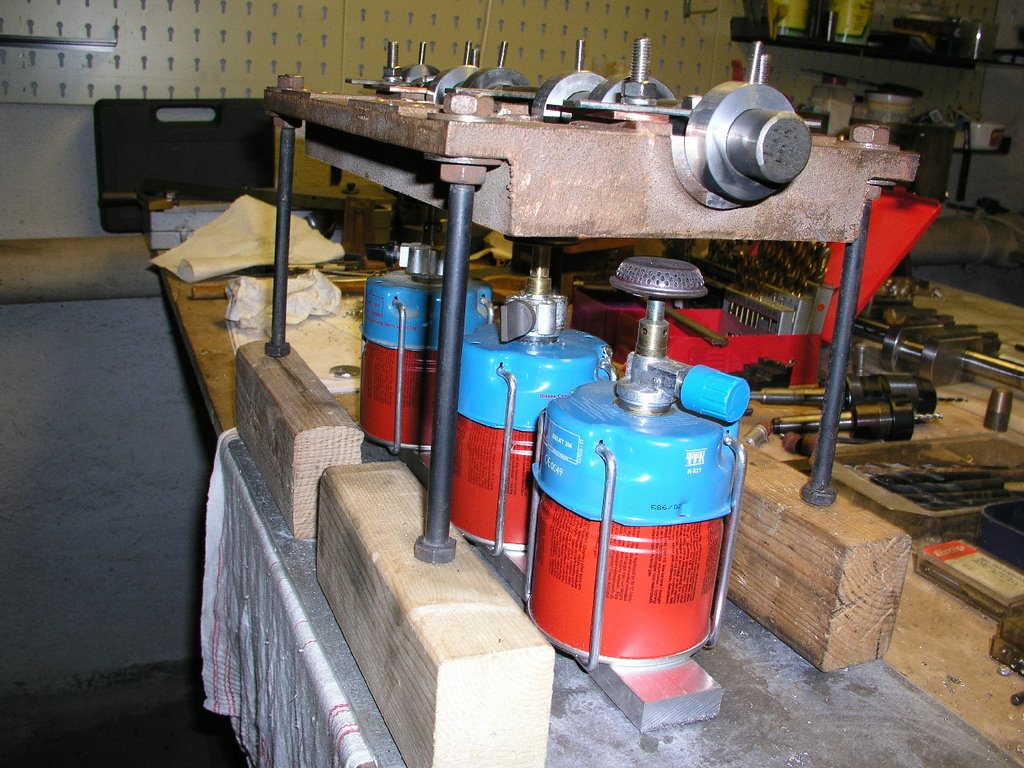
Der Versuch, die erforderliche Hitze zu entwickeln...
Als Nächstes müssen die Lagerschalen abgeschabt werden, um ein gleichmäßiges Tragbild zu erzielen. Alte Technik, die ich von früher kenne. Ein Dreikanthohlschaber war noch in Kiel zu bekommen, Tuschierfarbe aber nicht... Die Spezialwerkstatt, die meine Kurbelwelle zusammengepresst hatte, konnte mir damit aushelfen. Das Tuschieren und Ausschaben der Weißmetallschalen ist eine herrlich entspannende Tätigkeit.

Einer der Lagerdeckel nach Tuschieren mit der blauen Farbe. Daneben der Dreikantschaber. Gleichmäßiges Tragbild
Die Kurbelwelle liegt ordentlich satt auf den Lagern und läuft sehr leicht und spielfrei. Es war eine sehr interessante Arbeit, bei der ich eine Menge gelernt habe. Jetzt weiß ich, wie die Aufgabe das nächste mal zu packen wäre (mit einer andersartigen Vorrichtung, die ich bauen müsste, und einem leistungsfähigerem Brenner).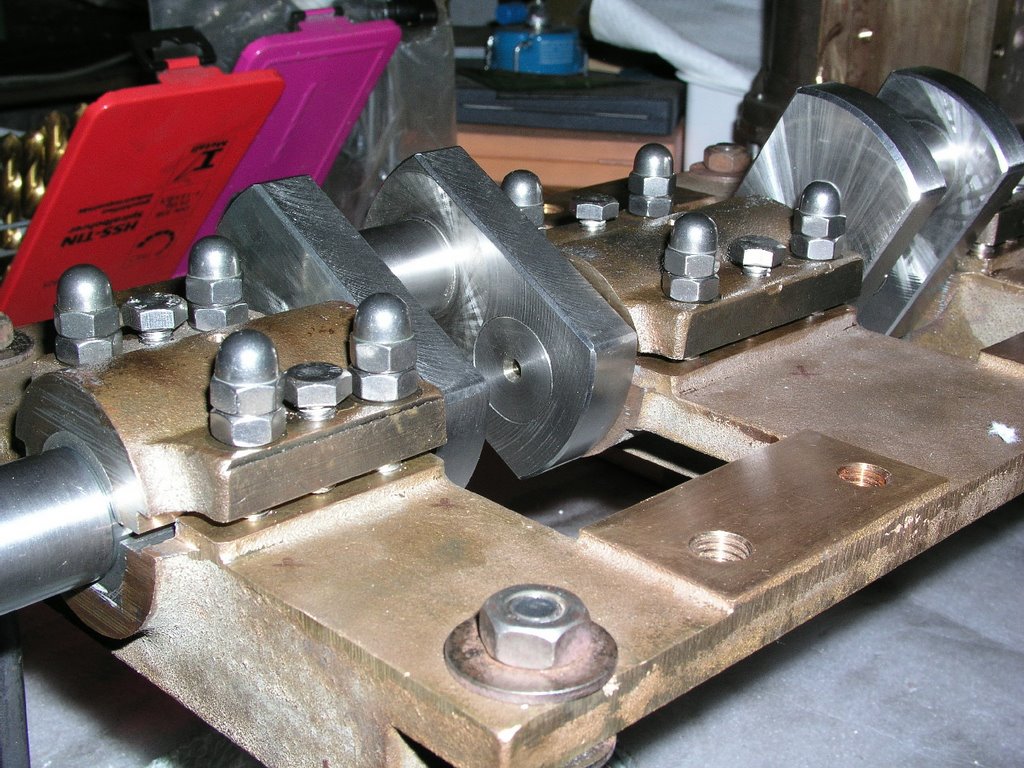
Endergebnis, Lager spielfrei eingestellt